焊機
Must Watch!
MustWatch
無氧焊機
2000度無氧焊機
焊接的種類及原理
焊接是一種使用「熱」與「電」將兩塊金屬連接的過程,而焊接的金屬種類也會影響焊接的結果及技術需求;
如同許多專業技能一樣,焊接技術也是有不同的難易等級,本次我們會提出最常見的焊接種類介紹、原理教學及技巧分析。
備註:無論何時、何地在做焊接時,都應該完整穿上合適的安全裝備,包括焊接頭盔、焊接手套、焊接圍裙及適當的衣服。
ㄧ、先了解焊接用的氣體(Shielding gases)
大多的情況下,焊接最常運用在「鋼」,但鋁、銅和其他金屬也可以使用焊接技術進行連結,而不同類型的焊接所要求焊工所使用的保護氣體也不大相同,主要會使用氦氣、氬氣,其原因是以上都為惰性氣體,可以耐極高的溫度而不解離,用來焊接時保護與隔絕空氣用途。
而在有使用惰性氣體焊接,能夠避免焊接物有氧化情況發生,並幫助及確保焊接的金屬在焊接過程中沒有其他污染物,而使得焊接結果更為堅固、安全且擁有更乾淨的外觀。
![]()
二、了解一些專有名詞
在做焊接時,形成要被連接的接縫,稱為「焊縫」。
焊縫的兩側在焊接時會受到焊接熱作用,而發生組織和性能變化,這一區域被稱為「熱影響區」。
焊接時因工件材料、焊接材料及焊接電流等的不同,焊接後可能在焊縫和熱影響區產生過熱、脆化、淬硬或軟化現象,也使焊件性能下降、影響焊接性;
因此焊接前需要先了解及調整焊接條件,包括在焊接前對焊件介面處進行預熱、焊時保溫和焊後熱處理,都可能改善焊件的焊接品質。
因此,要做出好的焊接及技術,除了要有耐心的練習之外,熟悉各種焊接知識及原理也是相當重要的!
![]()
三、焊接種類
就目前已知的金屬焊接方法及種類就高達50種以上,而通常所有焊接方式大多會分為熔焊、壓焊和釺焊這三大類。
1. 熔焊
熔焊(英文:Fusion welding),又被稱為「融化焊」;
顧名思義是一種在焊接過程中,將工件介面加熱到「熔化」的狀態,在不加任何壓力下,直接完成焊接的一種方式;
在做熔焊的時候,將熱源使待焊接的兩工件介面處加熱熔化來形成「熔池」,而熔池會隨著熱源向前方移動,最後冷卻形成連續焊縫而將兩工件連接成為一體。
特色:
在進行熔焊的過程中,如果空氣與高溫的熔池直接接觸,空氣中的氧氣就會氧化金屬,與物件合金元素合成;
而若是大氣中的氮、水蒸汽等進入熔池,會在之後的冷卻過程中,在焊縫中形成氣孔、夾渣、裂紋等缺陷,影響焊縫的品質。
因此為了提高焊接品質,通常會使用氣體來保護電弧焊,用氬、二氧化碳等氣體來隔絕大氣中的其他元素,以保護焊接時的電弧和熔池率;
又如鋼材在焊接時,在焊條的藥皮中加入對氧親和力大的「鈦鐵粉」進行去氧,就可以保護焊條中的有益元素錳、矽免於氧化而進入熔池,冷卻之後就能獲得優質的焊縫成果。
![]()
2. 壓焊
壓焊(英文:Pressure welding),顧名思義就是透過壓力,在有加壓的條件下,使兩個工件在本來的固態下,實現其原子之間的結合,因此又被稱為「固態焊接」;
而壓焊常用於電阻對焊的壓焊工藝,當電流通過兩工件的連接端時,該處因電阻很大而使得溫度上升,當加熱至「塑性狀態」時,在該軸向壓力作用下連接成為一體。
而不同的壓焊方法,其共同特點是在焊接過程中施加壓力的同時而不加其他填充材料,壓焊方法像是「擴散焊、高頻焊、冷壓焊等」都是沒有熔化的過程就完成焊接的,也沒有如同熔焊般造成有益合金元素燒損,以及有害元素侵入焊縫的問題,從而簡化了整個焊接過程,也改善了焊接上的安全及衛生條件。
另外,由於加熱的溫度比熔焊低,且加熱時間短,因此熱影響的區域也較小,因此許多較難以用熔焊進行焊接的材料,往往可以通過壓焊焊成與母材同等強度的優質接頭。
![]()
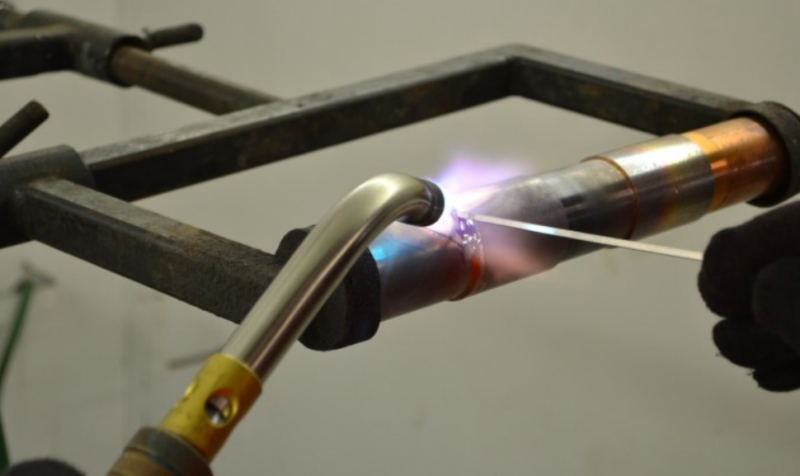
3. 釺焊
釺焊,又區分成硬釺焊(英文:Brazing)及軟釺焊(英文:Soldering),是一種運用相當廣和的焊接方式,主要是使用比本身工件熔點還要低的金屬材料作為「釺料」,將工件與釺料加熱到「高於釺料熔點,但低於工件熔點的溫度」,利用該液態釺料潤濕工件,填充兩介面間隙並與工件實現原子間的相互擴散來實現的焊接方式。
![]()
金屬焊接方法
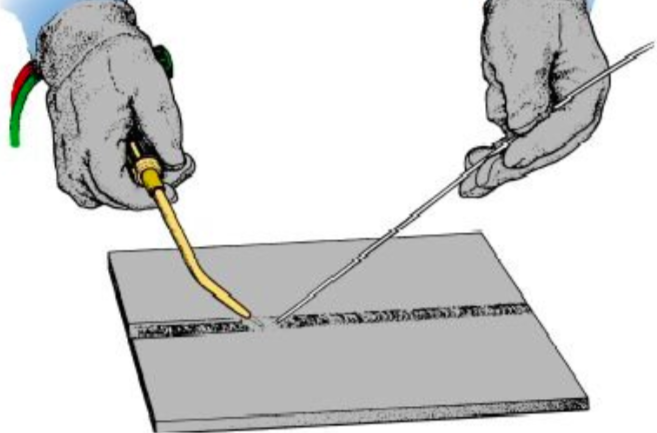
- 手工電弧焊
是利用焊條與工件間產生的電弧熱,將工件熔化而進行焊接的。
特點是:設備簡單焊接靈活。
缺點是:人為因素對焊接質量的影響較大
![]()
- 氬弧焊
利用氬氣作為保護性介質的電弧焊方法。
其特點是:焊縫金屬純凈、變形小、焊接質量好。
缺點是:氬氣比較貴
![]()
- 二氧化碳保護焊
以CO2氣體作為保護性介質的電弧焊方法。
其特點是:生產率高(是手弧焊的1~3倍)。
成本低(是手弧焊的40%)。
焊接熱影響區和變形小。
缺點是:氧化、飛濺嚴重,氣孔傾向大,焊縫成形差。
![]()
- 埋弧焊
是指電弧在焊劑層下燃燒進行焊接的方法。
埋弧自動焊是埋弧焊的一種自動化焊接方法。
其特點是:生產效率高,節省金屬材料,焊接質量好。
缺點是:只能在水平位置焊接。
難以完成鋁、鈦等強氧化性金屬及合金的焊接。
![]()
- 電阻焊
利用電流通過焊件及其接觸處所產生的電阻熱,將焊件局部加熱到塑性或熔化狀態,然後在壓力下形成焊接接頭的焊接方法。
其特點:自動化程度高,效率高,可焊接異種金屬。
缺點:設備投入大,僅適用於強度要求不高的焊接部位。
![]()
- 摩擦焊
利用母材之間或焊材與母材的相對運動,加熱摩擦面融合金屬的焊接方法。
其特點是:可焊接異種金屬、速度快、融合面質量好。
缺點是:設備投入大,使用局限性大。
![]()
- 摩擦焊
利用母材之間或焊材與母材的相對運動,加熱摩擦面融合金屬的焊接方法。
其特點是:可焊接異種金屬、速度快、融合面質量好。
缺點是:設備投入大,使用局限性大。
![]()
- 釺焊
是將釺料熔化,利用液態釺料濕潤母材,填充接頭間隙並與母材相互擴散,冷凝後實現連接的焊接方法。
分硬釺焊和軟釺焊。
主要焊接精密、微型、複雜、多焊縫異種金屬的焊接。
![]()
- 電渣焊
利用電流通過液態熔渣時產生的電阻熱,同時加熱熔化焊絲和金屬母材的焊接方法。
特點是:焊接厚度大、生產效率高、焊接質量好。
不易產生夾渣、氣孔等缺陷。
![]()
- 電子束焊
是利用高速運動的電子撞擊工件時,將動能轉化為熱能將焊縫熔化進行的熔化焊方法。
其特點是:保護效果好,焊縫質量高,穿透能力強,可焊接厚大截面工件和難熔金屬。
缺點是:焊成本高,主要用於微電子器件焊裝、導彈外殼的焊接、核電站鍋爐汽包和精度要求高的齒輪等的焊接。
。
![]() 激光焊接:利用光學系統將激光聚焦成微小光斑,使其能量密度高,從而使材料熔化焊接。
激光焊分為脈衝和連續激光焊。
其特點是:高能高速焊,無焊接變形。
靈活性大。
生產率高,材料不易氧化。
缺點是:設備複雜,目前主要用於薄板和微型件的焊接
激光焊接:利用光學系統將激光聚焦成微小光斑,使其能量密度高,從而使材料熔化焊接。
激光焊分為脈衝和連續激光焊。
其特點是:高能高速焊,無焊接變形。
靈活性大。
生產率高,材料不易氧化。
缺點是:設備複雜,目前主要用於薄板和微型件的焊接
自製電焊機
我们知道,18650电池或其他电池组,包括特斯拉汽车的电池组,其工业化焊接过程中一般要用到点焊机(Spot Welder)。
点焊机,顾名思义,就是在某个点或局部地区进行电气焊接。
点焊机原理众多,比如电弧点焊或电阻点焊。
当然,网上有很多产品,价格从几百元到几千元不等。
点焊机样子如下图:
![]() 焊接效果如下图:
焊接效果如下图:
![]() 查了查资料,发现原理其实挺简单的。
作为能让女生眼前一亮的EE必备技能——电焊,必须要熟练掌握。
他的焊接原理一句话概括就是:在某个点处通过很大但很短的脉冲电流,使得局部金属熔融相接。
查了查资料,发现原理其实挺简单的。
作为能让女生眼前一亮的EE必备技能——电焊,必须要熟练掌握。
他的焊接原理一句话概括就是:在某个点处通过很大但很短的脉冲电流,使得局部金属熔融相接。
![]() (图片来源:Yokodai.JP Personal Spot Welder PRINCIPLE OF SPOT WELDING)
图中电流集中于两个点处,所以局部会非常红热,加上外部压接的压力,金属片就很容易的和电池电极融合,在相应的部位形成焊点:
(图片来源:Yokodai.JP Personal Spot Welder PRINCIPLE OF SPOT WELDING)
图中电流集中于两个点处,所以局部会非常红热,加上外部压接的压力,金属片就很容易的和电池电极融合,在相应的部位形成焊点:
![]() 上图是说AC焊接比DC焊接更牢靠,但原理似乎不太对(电流反着流效果应该是一样的)。
好了,下面开始DIY。
首先,我家里有一个坏了的微波炉。
拆开,把上面的变压器拆下来:
上图是说AC焊接比DC焊接更牢靠,但原理似乎不太对(电流反着流效果应该是一样的)。
好了,下面开始DIY。
首先,我家里有一个坏了的微波炉。
拆开,把上面的变压器拆下来:
![]() 这是别人的图,因为我拆的时候忘了照了,就先用了。
这是一个升压变压器,一次侧220V(或110V),二次侧升压至2000V,额定容量是1000VA。
用电锯锯掉二次侧绕组:
这是别人的图,因为我拆的时候忘了照了,就先用了。
这是一个升压变压器,一次侧220V(或110V),二次侧升压至2000V,额定容量是1000VA。
用电锯锯掉二次侧绕组:
![]() 换粗导线,缠绕3圈,就是下面这样了。
一次侧接110V后,二次侧的输出是2V(交流有效值)
换粗导线,缠绕3圈,就是下面这样了。
一次侧接110V后,二次侧的输出是2V(交流有效值)
![]() 上面那个方块是一个固态继电器,用Arduino控制一次侧开断。
其电路图如下:
上面那个方块是一个固态继电器,用Arduino控制一次侧开断。
其电路图如下:
![]() 不同的是我用Arduino代替了图中的Timer,这样我就可以自己设定脉冲电流的宽度和个数了。
完成图:
不同的是我用Arduino代替了图中的Timer,这样我就可以自己设定脉冲电流的宽度和个数了。
完成图:
![]() 焊接电极网上也有卖,可惜一次卖10根,一共二十刀,我觉得不划算,所以就自己用Dremel加工铜条做了两个:
焊接电极网上也有卖,可惜一次卖10根,一共二十刀,我觉得不划算,所以就自己用Dremel加工铜条做了两个:
![]() 然后为了对比电极,又做了 一些其他形状、不同粗细的:
然后为了对比电极,又做了 一些其他形状、不同粗细的:
![]() 正好原来做EV的师兄留下来好多坏电池,让我先练练手:
正好原来做EV的师兄留下来好多坏电池,让我先练练手:
![]() 我需要调节的变量有这么几个:焊接压力(用手控制),电极,脉冲个数,脉冲宽度,脉冲间隔。
反复试验,发现双脉冲效果最好,第一个脉冲100毫秒,然后断开300毫秒,第二个脉冲250毫秒。
输出电流理论最大值500A(1000VA/2V),但是实际值肯定小于此值,估计在200A左右(实际焊接电流和电极材料,电池电极材料,焊接压力,电极形状都有关系)。
镍片厚度0.15mm以上建议就不要用普通镍片了,而要用这种镍片:
我需要调节的变量有这么几个:焊接压力(用手控制),电极,脉冲个数,脉冲宽度,脉冲间隔。
反复试验,发现双脉冲效果最好,第一个脉冲100毫秒,然后断开300毫秒,第二个脉冲250毫秒。
输出电流理论最大值500A(1000VA/2V),但是实际值肯定小于此值,估计在200A左右(实际焊接电流和电极材料,电池电极材料,焊接压力,电极形状都有关系)。
镍片厚度0.15mm以上建议就不要用普通镍片了,而要用这种镍片:
![]() 这种镍片虽然厚,中间却有条缝,确保了电流90%通过下层电池电极从而形成焊点,否则电流将大部分留过镍片,自然焊不牢靠啦。
如果你要焊接成特斯拉的电池组形状:
这种镍片虽然厚,中间却有条缝,确保了电流90%通过下层电池电极从而形成焊点,否则电流将大部分留过镍片,自然焊不牢靠啦。
如果你要焊接成特斯拉的电池组形状:
![]() 那么需要其他形状的电极:
那么需要其他形状的电极:
![]() 就是把金属丝压接到电极表面。
当然自己DIY可以,但是工业上是用更高级的方法,比如:
这种接头自带内嵌式导线,可以像缝纫机一样啪啪啪啪,就好了。
就是把金属丝压接到电极表面。
当然自己DIY可以,但是工业上是用更高级的方法,比如:
这种接头自带内嵌式导线,可以像缝纫机一样啪啪啪啪,就好了。
![]() 整个点焊机我就买了一个固态继电器,5美元,其他都是从垃圾堆里刨出来的,所以基本不要钱……
整个点焊机我就买了一个固态继电器,5美元,其他都是从垃圾堆里刨出来的,所以基本不要钱……












 激光焊接:利用光學系統將激光聚焦成微小光斑,使其能量密度高,從而使材料熔化焊接。
激光焊分為脈衝和連續激光焊。
其特點是:高能高速焊,無焊接變形。
靈活性大。
生產率高,材料不易氧化。
缺點是:設備複雜,目前主要用於薄板和微型件的焊接
激光焊接:利用光學系統將激光聚焦成微小光斑,使其能量密度高,從而使材料熔化焊接。
激光焊分為脈衝和連續激光焊。
其特點是:高能高速焊,無焊接變形。
靈活性大。
生產率高,材料不易氧化。
缺點是:設備複雜,目前主要用於薄板和微型件的焊接